
Solving Two-Phase Liquid-Gas Flow Systems
5 min read
The calculation of frictional pressure loss for two-phase gas-liquid flow is a complex process. The coexistent flow of two phases complicates the theoretical and empirical approaches which are available. This means that a complete analytical solution is not possible. After 60 years of extensive research it is rare to find two correlations with exact predictions. In an effort to overcome these shortcomings the FluidFlow Two-Phase Module provides eight choices of correlation that represent some of the most successful approaches to this complex problem.
There are three main approaches you can take to modelling two-phase gas-liquid flow systems in FluidFlow.
- Define the temperature and pressure of the fluid at the inlet of the system.
- Define the vapor quality of the fluid at the system inlet.
- Define multiple inlet boundary conditions with different fluid types.
When using any of the above three approaches, the software will automatically establish the physical properties of the fluid(s) and automatically track the fluid phase state throughout the system. The appropriate pressure loss correlations are also applied automatically for each element in the system.
Fluid mixtures can also be created either dynamically in the model or using the fluids in the database to create a mixture.
Method of Solution
The pressure gradient (ΔP/L) for two-phase flow is not constant but varies along the pipe as a function of temperature and pressure. This means that the pressure drop must be calculated by integrating the pressure gradient along the pipe. The calculation approach used by FluidFlow is similar to that used in compressible flow calculations. The following steps are made:
1. A pipe increment is selected based on a small change in pressure P1 and P2. The length of this increment is not yet known.
2. Upstream temperature, pressure, quality and physical properties are determined. Physical properties for each phase and the mixture physical properties are needed. Crucial here is FluidFlow’s fluids database containing the thermophysical properties of more than 1200 fluids.
3. A flash calculation is then performed to determine the downstream quality.
4. From the downstream properties, FluidFlow determines the flow regime and then determines the incremental length of this segment. Determination of the incremental length depends on the friction loss calculation method used.
5. Steps 1 to 4 are repeated until the end of the pipe is reached. The incremental length step size therefore shortens as the calculation moves down the pipe. For the last segment, which will never be the exact length required, we use interpolating functions based on results from previous segments.
Example 1. An Air-Water Two-Phase Model (Constant Quality).
The two-phase condition can be specified at a boundary for a single fluid or we can mix gas and liquid streams in order to make a two-phase mixture. We will use the second method in the following example.
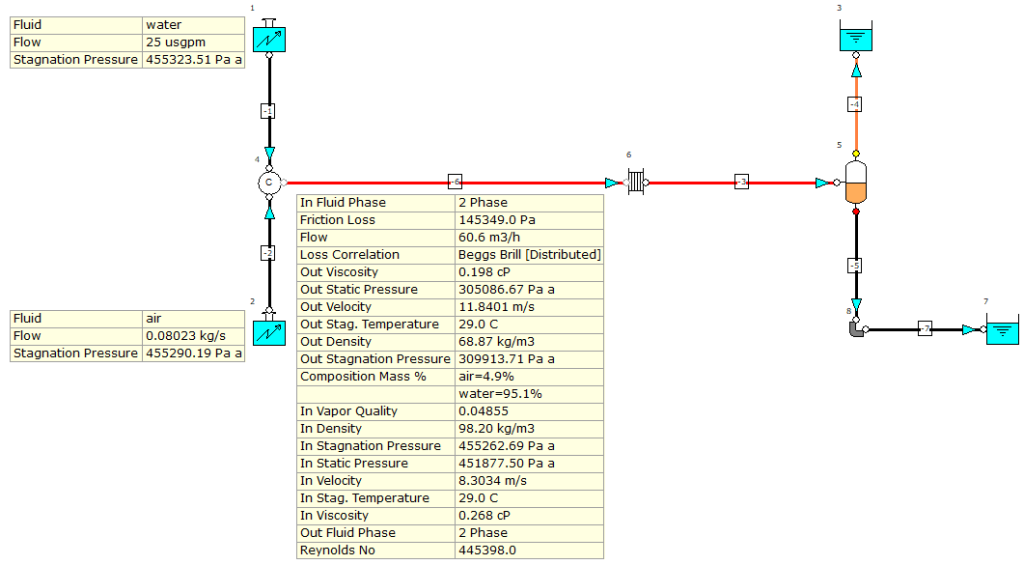
The model in Figure 1 shows two known flow inlets (one fluid water and one fluid air) combining and being heated via a plate exchanger, then flowing to a separation vessel (5). The red dot position on the Knock Out Pot (Separator) represents the liquid outlet and the yellow dot position represents the
vapour outlet. The design conditions for these components are outlined below:
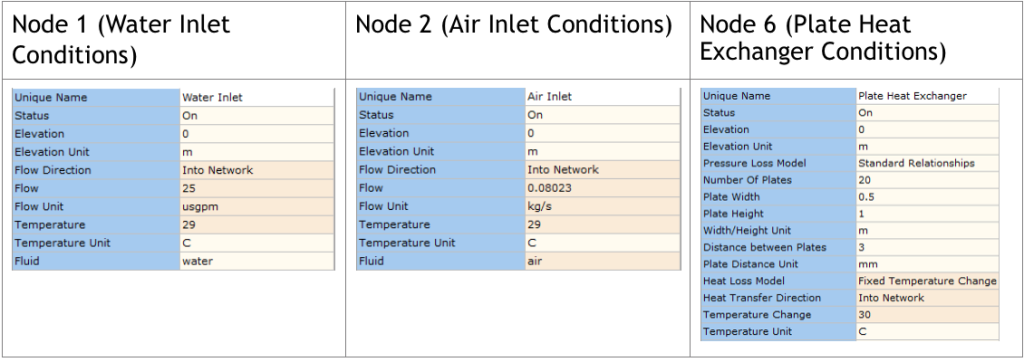
Design Pipe Data:
- Pipes (-1 and -2 connecting the known flows to the connector) 0.5 m in length 2″ Sch 40 pipe.
- Pipe (-6 from the connector to the plate exchanger) 60 m in length and an inside diameter of 50.8 mm.
- Pipe (-3 connecting the plate exchanger to the Knock Out Pot) 60 m in length and an inside diameter of 50.8 mm.
- Pipe (-4
vapour
outlet from Knock Out Pot) 5 m and 6″ Sch 40 pipe. Pipes (-5 and -7 liquid outlet from the Knock Out Pot) 10 m and 2″ Sch 40 pipe.
Calculation method – Beggs Brill.
Overview of Results:
This is an example of two-phase flow with constant quality. This means that the vapour mass fraction is constant and there is no mass transfer between the phases. It does not mean that the pressure loss per unit length is constant or that the velocity between the two phases is constant. In the first pipe section after mixing (pipe -6) the gas superficial velocity increases from the start to the end of pipe -6. For 60m of pipe -6 the total pressure loss is 146791 Pa, but the friction loss is 145349 Pa. Since the pipe is horizontal the difference is the acceleration loss. After the exchanger the mixture has experienced a temperature increase of 30 °C. The total pressure loss in the pipe after the exchanger (-3) is 208629 Pa (pipe -3 is identical in length and diameter to -6). This is because gas volume and velocity as well as other fluid properties have changed with the increase in temperature in the outlet pipe. You can get a feel for the differences by displaying the Beggs-Brill flow pattern map.

Example 2. A Refrigerant system with changing quality.
In the example shown in Figure 3 we have a single fluid (R-152a) flowing through the system from a known pressure inlet (node 1) at 1.16 ATM and the fluid is at its saturation temperature of -18°C. We have specified a vapour quality (vapour mass fraction of 0.18) at the inlet and we are carrying out the calculation using the Whalley Criteria calculation setting. The Whalley Criteria allows the software to select the most appropriate correlation based on viscosity and gas / liquid ratios.

Overview of Results:
This is an example of two-phase flow with changing quality. This means that the vapour mass fraction is not constant and there is mass transfer between the phases. You can see this in the results of all flowsheet elements. When we examine the vapor quality entering and leaving each node or pipe and you will see that quality is increasing as we flow through the system. This is because the pressure falls as the fluid flows along a pipe (or across a bend) and so some of the liquid boils to form additional vapour. This is known as flashing and FluidFlow assumes that instantaneous isenthalpic flashing occurs. You should also notice that velocities are increasing and that mixture densities are decreasing.
At the heat exchanger, we are adding some 30 kW of heat and this has the effect of vaporising additional liquid. Across this element, the quality increases from 0.19627 to 0.45889 (19.6 & 45.8% vapor).
knowledge base
Ready to apply this in FluidFlow?
Solve your two-phase system in FluidFlow today — FluidFlow Designer Handbook to build your model.


